Na última edição da Feira Corte e Conformação, que aconteceu de 18 à 21 de outubro no Expo Center Norte em São Paulo, a Lasertools apresentou a palestra "Projetos inovadores de aplicações de laser nas indústrias Médica e Automotiva no Brasil".
Confira neste e nos próximos posts, alguns dos resultados mais significativos obtidos com lasers de estado sólido na direção de agregar valor a produtos da indústria médica e automotiva.
Projetos inovadores de aplicações de laser na indústrias médica e automotiva no Brasil
1– Introdução
Apesar de aplicações médicas e automotivas serem um universo à parte, lasers são ferramentas que vieram para solucionar problemas ainda desconhecidos nestes setores como seria de se esperar. Aplicações do laser, que já são bem conhecidos nas economias avançadas por realizar inovações radicais, quando trazido às economias em desenvolvimento como o Brasil, podem produzir inovações incrementais significativas. Nas mãos de técnicos qualificados, aplicações industriais de lasers promovem saltos de qualidade e de agregação de valor nestes mercados trazendo novas soluções. No caso da nacionalização de produtos, lasers podem ajudar o setor industrial de países em desenvolvimento em sua inserção no círculo fechado de alta tecnologia das economias desenvolvidas. Esta apresentação trará alguns dos resultados mais
significativos obtidos com lasers de estado sólido na direção de agregar valor a produtos da indústria médica e automotiva.
2 – Lasers no setor automotivo
Você já avaliou a possibilidade de se desenvolver uma superfície metálica texturizada que é capaz de aprisionar lubrificantes e diminuir o desgaste causado pelo atrito? Lasers fazem isso. Ou na divisão ou clivagem de um bloco de motor V8 em duas partes após riscarmos a sua cambota com um laser? Ou fazendo a mesma coisa em uma biela facilitando a sua montagem?
Alguém poderia simplesmente comprar essas tecnologias como caixas pretas tipo turn key, mas para casos mais complexos, como o bloco do motor feito de ferro vermicular, o desenvolvimento pleno de uma estação local teve que ser feito onde o laser desempenha o papel mais importante.
2.1 – Texturizações de superfície a laser (Laser Surface Texturing/LST)
Motores de combustão interna estão sendo projetados para serem mais eficientes e compactos, a fim de proporcionar um menor consumo de combustível e baixo nível de ruído. Do ponto de vista tribológico, esses requisitos significam um maior nível de carga, velocidade e temperatura para a maioria dos componentes do motor. Há uma diminuição da espessura do filme de óleo entre essas superfícies componentes. A topografia e o perfil das superfícies se tornaram mais importantes para o desempenho do sistema.
LST é um método eficaz recente para melhorar o desempenho tribológico de
componentes lubrificados com óleo. Em tecnologia LST, um feixe de laser Q-switched foi usado para criar milhares de microdepressões dispostas sobre uma superfície por um processo de ablação do material. Essas ondulações podem gerar pressão hidrodinâmica entre superfícies paralelas lubrificados com óleo de deslizamento. Nós comparamos o desempenho do atrito em arruelas produzidas por dois métodos diferentes: convencional e laser de textura[1]. Para criar o padrão de texturas, foi utilizado um Q - Switched Nd: YAG. O feixe é amplificado através de um sistema 3X telescópio lente e foco no objeto, após terem sido levados por scanners espelho montado em um plano xy e focalizado por uma lente f teta. Foram utilizadas tiras da liga AlSn15Cu2 e que foram texturizadas na superfície por um laser com três KHz Frequência de chaveamento, 60 mm/s de velocidade de varredura e 17 Amperes de corrente da lâmpada.
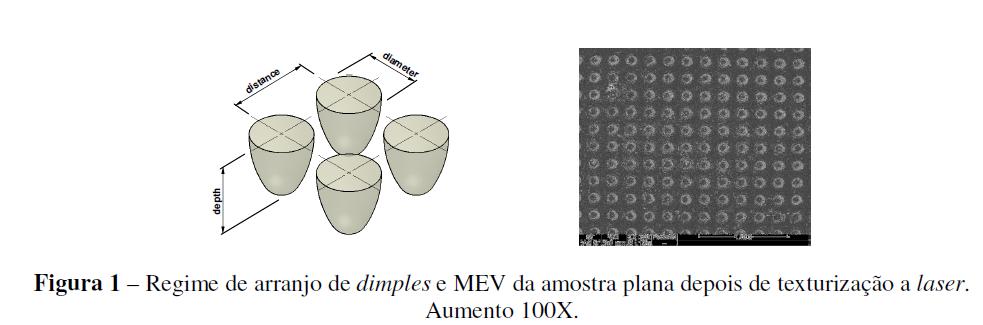
Algumas características consideradas importantes foram avaliadas após as metalografia em amostras produzidas como a) rebaixos de diâmetro e profundidade, densidade de superfície; b) área de ondulações em relação à área total; c) distância entre ondulações no caso de uma
distribuição regular (figura 1).
A LST apresenta melhoras significativas nas propriedades da superfície. Para a liga AlSn15Cu2 texturizado com dimples de 50 mícrons de profundidade, 210 mícrons de afastamento entre eles e com um diâmetro médio de 115 mícrons resultando em uma cobertura de superfície de cerca de 24%, as propriedades de superfície apresentaram uma melhora significativa:
- Aumento da resistência de desgaste em 15% no ensaio do bloco-on-ring;
- Aumento da resistência de aprisionamento em 50% no teste pino-sobre-disco;
- Aumento da resistência de aprisionamento em 58% no teste de rampa.
Confira em nosso próximo post: "Entalhe a laser (Laser scribing)" comumente usado como gerador de fratura por estresse em substratos cerâmicos.